Lean Tips Edition #334 (#4036- #4050)
- Lean Tips
- June 24, 2026
Modern Machine Shop is a metalworking professionals’ publication that aims to improve and expand manufacturing by connecting the buyers and sellers of metalworking technology. They recently launched a Lean Manufacturing Zone. MMS Online’s newly expanded Lean Manufacturing Zone includes both articles and video profiles about machining facilities that are succeeding at lean. Other resources in
READ MOREThe challenge for many leaders of continuous improvement is two fold. First, you must inspire the desire or enthusiasm necessary to change. Second, you must harness this energy in the right direction. To make this change real and combat complacency, the death of many an organization, leaders seek to create a sense of urgency. John
READ MOREI am one of those people who believe that there is truly only one reason companies should implement Lean teachings and that is to grow your business. Many may think that there are other reasons but as Eliyahu Goldratt wrote in “The Goal”, the objective is to “make money now and in the future”. There
READ MORESo you might ask what does standard work and drawing a pig have in common. Well, the activity of drawing a pig can be used to teach the importance of standardized work. I learned of this activity a number of years ago during a standard work seminar. It was described in the AME Target Magazine
READ MORELet’s take an opportunity to look at the resources over at the Lean Learning Center. The Lean Learning Center was founded in 2001 by Andy Carlino, Jamie Flinchbaugh and Dennis Pawley to address the gaps and barriers that are holding back companies from successful and sustainable lean transformation. The biggest failure mode of lean transformation
READ MORE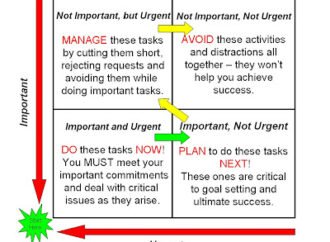
In a previous post I discussed a formula for success that prioritizes tasks by the Urgency and Importance of the task. I am typically one that uses a list type of priority system arranging my tasks in order of highest priority to lowest. Occasionally, I will hand write a “To-Do” list but it is often
READ MORE